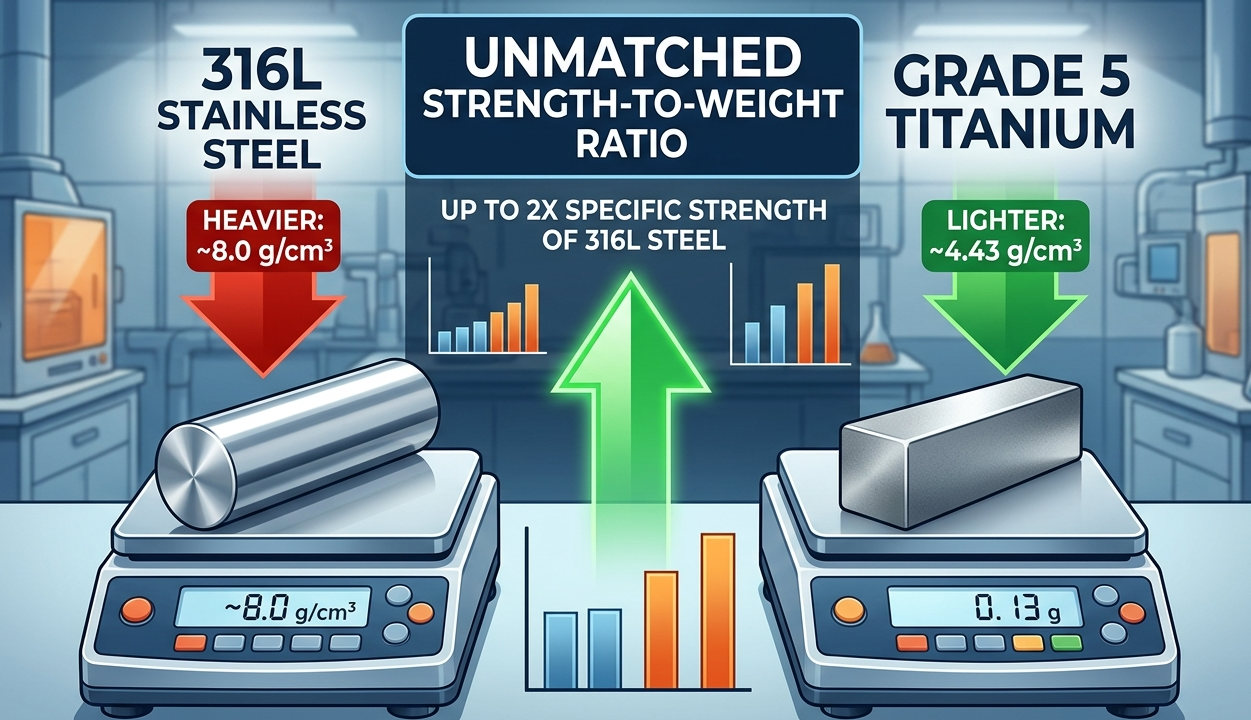
チタンバー 比類のない強度対重量比(316L ステンレス鋼の最大 2 倍)を実現しながら、海水、塩素、体液の腐食に耐えます。 アプリケーションが航空宇宙用ファスナーとして認定されているかどうか ASTM B348 、によって管理される整形外科用インプラント ASTM F136 そして ISO 5832-3 、または深さ 6,000 m の定格の深海バラストハウジングであるチタンバーは、同等の重量では他の商業的に実行可能な金属が匹敵できない構造的完全性を提供します。
このガイドでは、機械データ、グレードごとの比較、業界固有のアプリケーション、機械加工に関する考慮事項、最も差し迫った調達の質問への回答を示しているため、エンジニアやバイヤーは最初の注文から正しい棒材を指定できます。
チタン棒材は次のように分類されます。 商業的に純粋な (CP) グレード そして チタン合金グレード 。 4 つの CP グレード (グレード 1 ~ 4) は、酸素と鉄の含有量のみが異なります。合金グレードには、特定の機械的プロファイルを設計するためにアルミニウムやバナジウムなどの元素が導入されています。
極限引張強さ (UTS): 最小 240 MPa。降伏強度: 最小 170 MPa。密度: 4.51 g/cm3。 グレード 1 バー、以下によって管理される ASTM B348 グレード 1 、最も柔らかいCPグレードです。冷間成形が必要な淡水化プラントの配管シート、化学反応器ライナー、および建築用被覆材に適しています。
UTS: 最小 345 MPa。降伏強度: 最小 275 MPa。伸び率: 最低 20%。 CPグレードの中で最も豊富に取り揃えております。用途には、海洋の海底熱交換器、船舶のプロペラシャフト、電気化学処理装置などがあります。 ASTM B348 グレード 2 そして ISO9001 工場の認定は標準要件です。
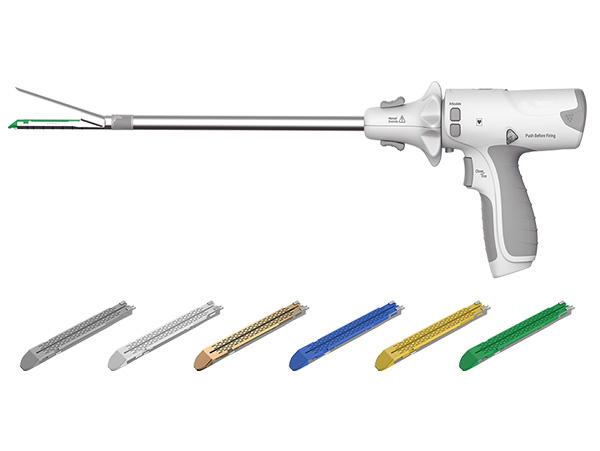
UTS: 最小 550 MPa;降伏強度: 最小 483 MPa。 生体適合性や腐食の理由から合金元素を避けなければならない外科用インプラント部品や高圧化学配管に使用されます。
UTS: 最小 950 MPa;降伏強度: 最小 880 MPa。密度: 4.43 g/cm3;疲労限界 (10⁷ サイクル): ~620 MPa。 6%のアルミニウムと4%のバナジウムを含むα-β合金。によって管理されています ASTM B348 グレード 5 工業用バーおよび AMS 4928 航空宇宙用。タービンブレードの鍛造品、航空機の構造フレーム、レーシングカーのサスペンションアーム、およびハイサイクル整形外科用ステムで主に使用されています。
UTS: 最小 860 MPa。降伏強度: 最小 795 MPa。酸素含有量 ≤ 0.13 wt%。 超低格子間 (ELI) 化学反応により、酸素、窒素、鉄が減少し、繰り返し荷重環境における破壊靱性と疲労耐性が向上します。耐荷重整形外科用インプラントの必須規格: ASTM F136 そして ISO 5832-3 。大腿骨股関節ステム、脊椎椎体間ケージ、歯科用アバットメント バーに使用されます。
パラジウムの添加 (0.12 ~ 0.25%) は、塩酸や硫酸などの還元酸における腐食速度を劇的に低下させます。グレード 2 で隙間腐食が発生する化学プロセス装置に適しています。によって管理されています ASTM B348 グレード 7 .
以下の表では、直接置換分析が可能です。すべてのチタンの値は、ASTM B348 に準拠した焼きなまし棒を参照しています。 316L 値は ASTM A276 焼鈍棒を参照しています。
| UTS(MPa) | 345 | 950 | 860 | 485 |
| 降伏強さ(MPa) | 275 | 880 | 795 | 170 |
| 密度 (g/cm3) | 4.51 | 4.43 | 4.43 | 8.00 |
| 比強度(MPa・cm3/g) | 76.5 | 214.4 | 194.1 | 60.6 |
| 弾性率 (GPa) | 103 | 114 | 114 | 193 |
| 伸び(%) | 20 | 10 | 10 | 40 |
| 最高使用温度(℃) | 250 | 315 | 315 | 870 |
| 海水中での腐食 | 素晴らしい | 素晴らしい | 素晴らしい | 孔食が発生しやすい |
重要なポイント: グレード 5 チタンバーは 316L ステンレス鋼の 3.5 倍の比強度を実現 同時に単位体積あたりの重量が 45% 軽量化され、重量が重要な構造にとって決定的な利点となります。
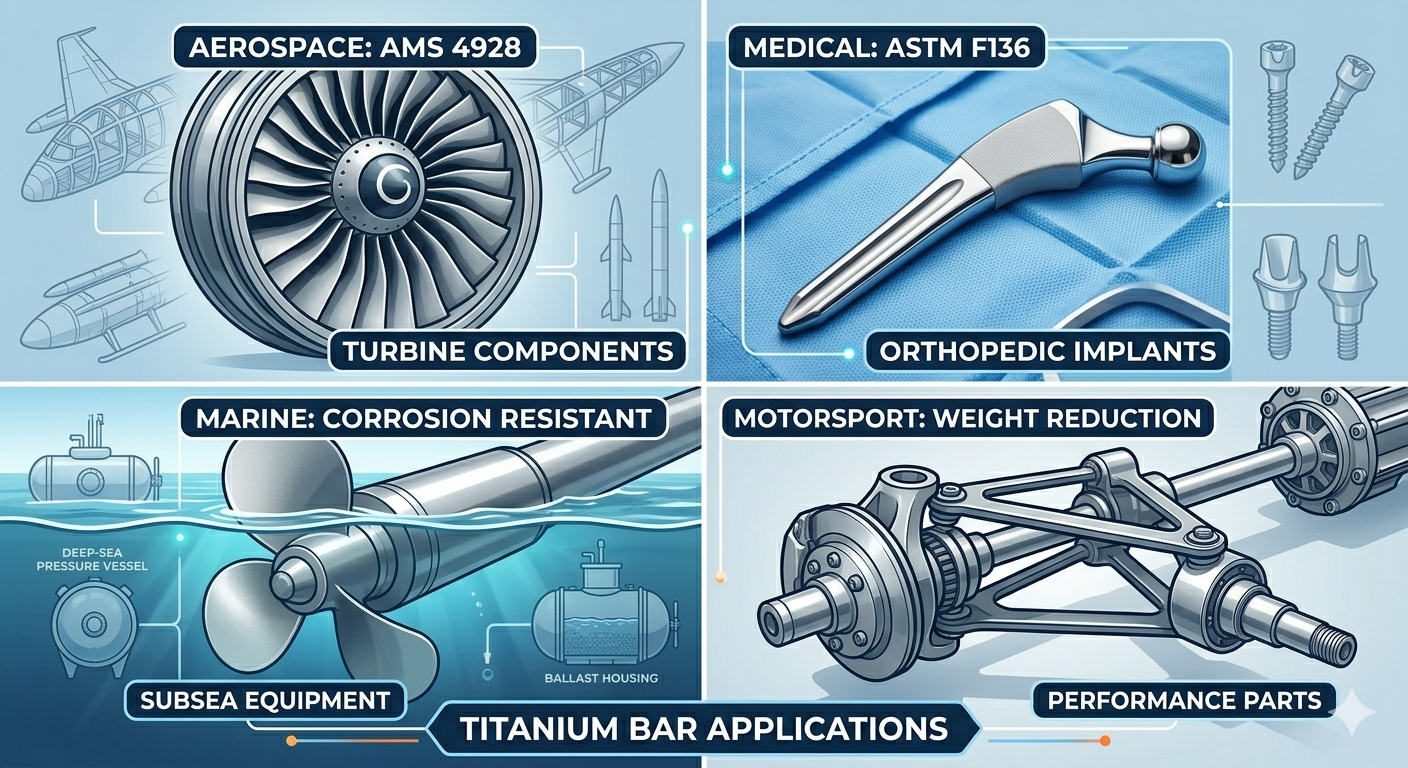
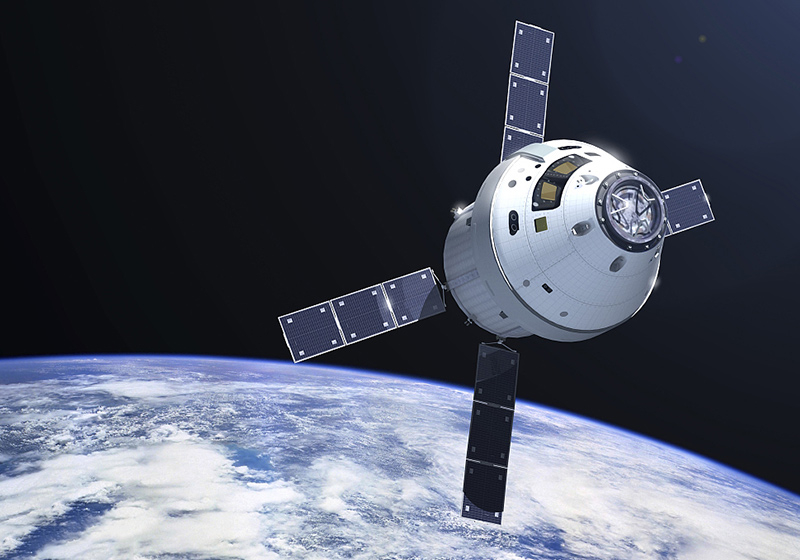
チタンバーは、次世代民間航空機の構造重量の約 15 ~ 20% を占めます。重要なアプリケーションには次のものが含まれます。
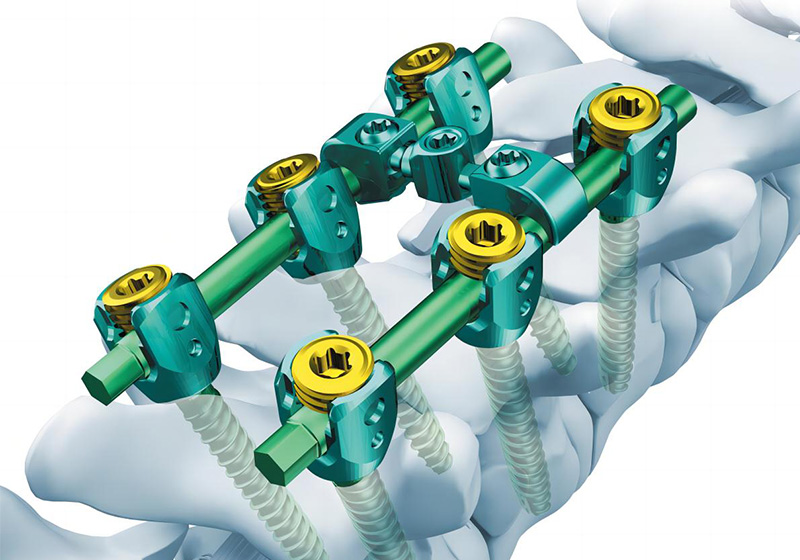
チタンのオッセオインテグレーション機能(繊維組織界面を介さずに生体骨に直接結合する機能)により、耐荷重インプラントにおいてチタンはかけがえのないものとなっています。グレード 23 バー ( ASTM F136、ISO 5832-3 ) は以下に対して義務付けられています。
チタン棒の海水中での腐食速度は効果的です。 0.025mm/年 —316L では 0.5 ~ 1.5 mm/年であるのに対し、25 年間のメンテナンスフリーのサービス サイクルが実現可能です。主な用途:
塩素アルカリプラントや湿式化学反応器では、チタンは単位体積あたりのコストが低く、ハステロイよりも優れた性能を発揮します。具体的な用途には次のようなものがあります。
F1の規定では、軽量化がラップタイムに直接つながるサスペンションアップライト、ギアボックスシャフト、ホイールファスナーにチタンを使用することが認められている。グレード 5 のバーを機械加工して、 AMS 4928 を提供します 40%の軽量化 10⁷サイクル閾値で疲労寿命を損なうことなく、同等の鋼製コンポーネントを上回る耐久性を実現します。
チタンバーは、円形、六角形、正方形、平ら(長方形)のプロファイルで入手可能です。次の表は、標準在庫寸法と規定仕様をまとめたものです。
| 丸棒 | 6mm~300mm | ASTM B348 | 1年生、2年生、4年生、5年生、7年生、23年生 | シャフト、ファスナーブランク、インプラント加工 |
| 六角棒 | 6 mm – 100 mm A/F | ASTM B348 | 2年生、5年生 | ボルトとナットの製造、CNC 旋削 |
| 平棒・角棒 | 厚さ 3 ~ 100 mm。幅300mmまで | ASTM B265 (ストリップ/シートバー) | 1年生、2年生、5年生 | 構造ブラケット、熱交換器バッフル |
| 航空宇宙用丸棒 | 25mm~200mm | AMS 4928 | Gr.5 (Ti-6Al-4V) | 航空機構造部品、タービンディスク |
| インプラント丸棒 | 10mm~80mm | ASTM F136 / ISO 5832-3 | Gr.23 (Ti-6Al-4V ELI) | 整形外科用ステム、脊椎ハードウェア |
表面仕上げのオプションは次のとおりです。 熱間圧延スケール除去 (HRD) 、冷間引抜き光輝焼鈍(CDBA)、およびセンターレス研磨(公差 ±0.05 mm)。航空宇宙および医療用途では、通常、熱番号に対する工場証明書のトレーサビリティを備えたセンターレス研磨バーが義務付けられています。
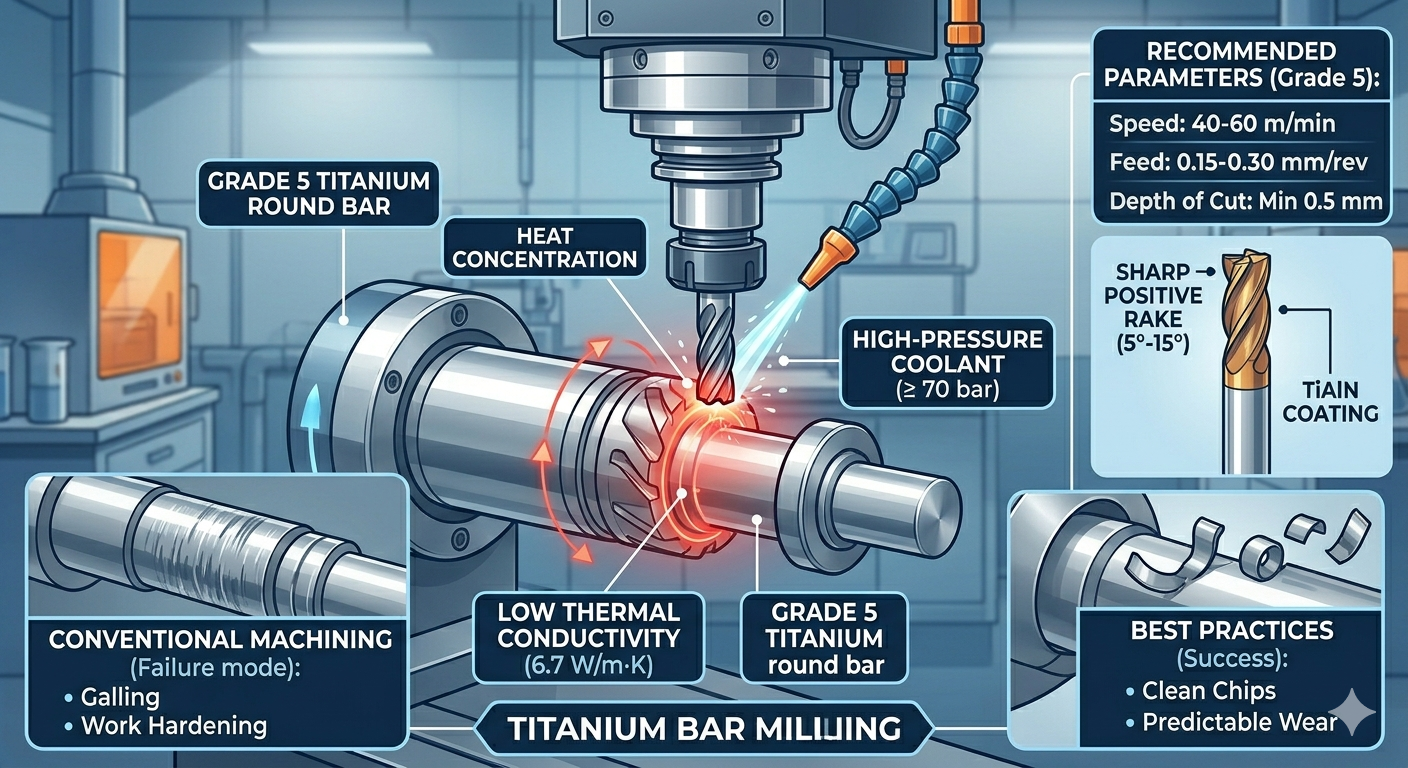
チタンは熱伝導率が低いので( 6.7 W/m・K (グレード 5) 、316L の場合は 16.3 W/m・K) により、熱がチップ全体で放散されるのではなく、刃先に集中します。正しいプロセスパラメータがないと、刃先の構成、加工硬化、工具のかじりにより、急速なインサート不良や寸法不合格が発生します。
グレード 5 バーのフライス加工の場合は、クライム ミーリング (従来: 回避) を使用します。 3~5枚刃TiAlNコートエンドミル 60 ~ 80 m/min の表面速度では、1 刃当たり 30 分を超える工具寿命が維持されます。穴あけにはスルースピンドルクーラントが必要です。直径 1 倍のペックによるペック穴あけサイクルにより、深穴での切りくずの詰まりや熱焼付きを防止します。
CP グレード (グレード 1 ~ 2) の機械の概要 30% 簡単に 強度が低いためグレード 5 よりも優れていますが、粘着性があるため、依然として鋭い工具と確実な切りくず処理が必要です。
重要な用途向けのチタンバーを購入するには、トレーサビリティとコンプライアンスを確保するために次の文書チェーンを指定する必要があります。
| 最大の冷間成形性、低強度 | グレード 1 | ASTM B348 | 酸素は最低、延性は最高 |
| 一般的な耐食性、中程度の強度 | グレード2 | ASTM B348 | コストとCP性能のベストバランス |
| 最大の強度、航空宇宙 / モータースポーツ | 5年生 | ASTM B348 / AMS 4928 | 950 MPa UTS、実証済みの疲労データベース |
| 耐荷重性整形外科用インプラント | グレード23 | ASTM F136 / ISO 5832-3 | ELI 化学、優れた破壊靱性 |
| 還元酸(HCl、H₂SO₄)サービス | 7年生 | ASTM B348 グレード 7 | Pd添加により隙間腐食を解消 |
| 歯科インプラントバー (CAD/CAM フライス加工) | グレード 4 またはグレード 23 | ISO10271 / ASTM F136 | 合金フリーオプション (Gr.4) または高疲労 (Gr.23) |
グレード2 商業的に純粋なチタンです。合金元素は含まれていません。 UTS 345MPa 、耐食性に優れ、冷間成形が容易です。これは、構造的負荷がかからない化学プロセス装置、船舶用熱交換器、医療機器にとってコスト効率の高い選択肢です。 グレード 5 (Ti-6Al-4V) α-β合金です。 UTS950MPa 強度はほぼ 3 倍ですが、コストは 1 キログラムあたり 20 ~ 30% 高く、機械加工が大幅に困難です。コンポーネントが耐荷重性がある場合、疲労が重要な場合、または重量を最小限に抑える必要がある場合は、必ずグレード 5 を選択してください。耐食性が主な要因であり、機械的負荷が低い場合は、グレード 2 を選択してください。
3 つの特性が組み合わさってチタンを困難なものにしています: (1) 低い熱伝導率(6.7W/m・K) これは、熱がチップから逃げることができないことを意味します。熱は工具先端に蓄積し、摩耗を促進します。 (2) 高い化学反応性 高温ではチタンが刃先に溶着(かじり)し、構成刃が生成されます。 (3) 加工硬化 - 各パス中に表面が硬化するため、次のパスではその層の下を切断する必要があります。切削速度 (≤ 60 m/min)、高圧クーラント (≥ 70 bar)、鋭いポジレーキ工具、最小 0.5 mm の切込み深さを正しく管理することで、3 つの問題すべてが解決され、予測可能な工具寿命が得られます。
はい。チタンは安定した不活性な TiO2 酸化物層を形成し、組織へのイオンの放出を防ぎます。数十年にわたる臨床証拠により、細胞毒性は無視できる程度であることが確認されており、ニッケル含有合金とは異なり、全身性のアレルギー反応の報告はありません。規制遵守のため、生体適合性は以下によって管理されます。 ISO10993-1 (医療機器の生物学的評価)および ISO 10993-5 (細胞毒性試験)。材料レベルの適合性は次の方法で確認されます。 ASTM F136 (インプラントの場合はグレード 23) および ISO 5832-3 。一部の患者はバナジウムに対して過敏症を示すことに注意してください。そのような場合には、次のようなバナジウムを含まない合金が使用されます。 Ti-6Al-7Nb (ISO 5832-11) 代わりに指定されます。
チタンバーは次の方法で溶接できます。 GTAW(TIG)溶接 グレードマッチしたフィラーワイヤー付き。重要な要件は 不活性ガスシールド : チタンは 400 °C 以上で酸素、窒素、水素を吸収し、脆化を引き起こします。これには、トレーリングおよびバックのガス シールド (99.999% アルゴン)、溶接領域の清浄度 (IPA ワイプ、グリースなし)、および 150 °C 未満の厳密なパス間温度制御が必要です。溶接品質は次のように検証されます。 AWS D1.9 (構造チタン) または ASME セクション IX (圧力装置)。真空またはアルゴン中 540 ~ 600 °C での溶接後熱処理 (PWHT) は、グレード 5 溶接部の残留応力を軽減するために使用されます。
アルミニウム合金 (例: 7075-T6: UTS 572 MPa、密度 2.81 g/cm3、比強度 ~204 MPa・cm3/g) は、室温での比強度がグレード 5 チタンと同等かわずかに超えています。ただし、チタンは保持します 315 °C までの完全な機械的特性 アルミニウムは 150 °C を超えると急激に劣化します。また、チタンは表面処理をしなくても優れた耐食性を発揮し、疲労閾値が高くなります。工学的な選択は次のとおりです。非熱的でコスト重視の構造にはアルミニウム。質量も制限される、ホットセクション、疲労クリティカル、または腐食環境の用途向けのチタン。

著作権 © 2024 Changzhou Bokang Special Material Technology Co., Ltd.(JP) 無断転載を禁じます。
カスタム丸型純チタンロッドメーカー プライバシー
 お問い合わせ
お問い合わせ
 JP
JP
 English
English 日本語
日本語 한국어
한국어 Español
Español عربى
عربى русский
русский Deutsch
Deutsch 中文简体
中文简体