チタンバーロッド
チタン丸棒
チタンワイヤー
歯科用チタンディスク
ニチノール/ニッケルチタン
ニチノールワイヤー
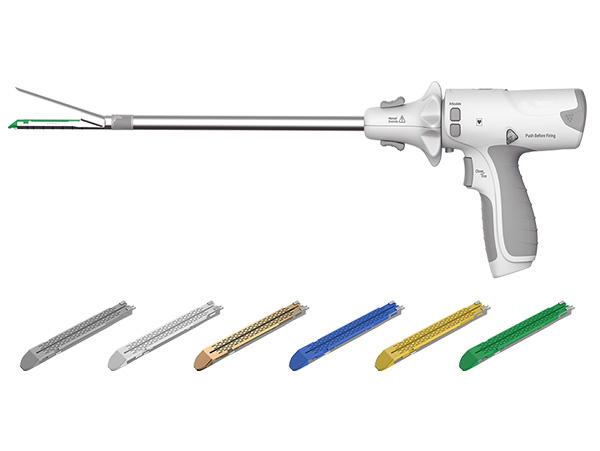
超音波メス
外科用ステープラー
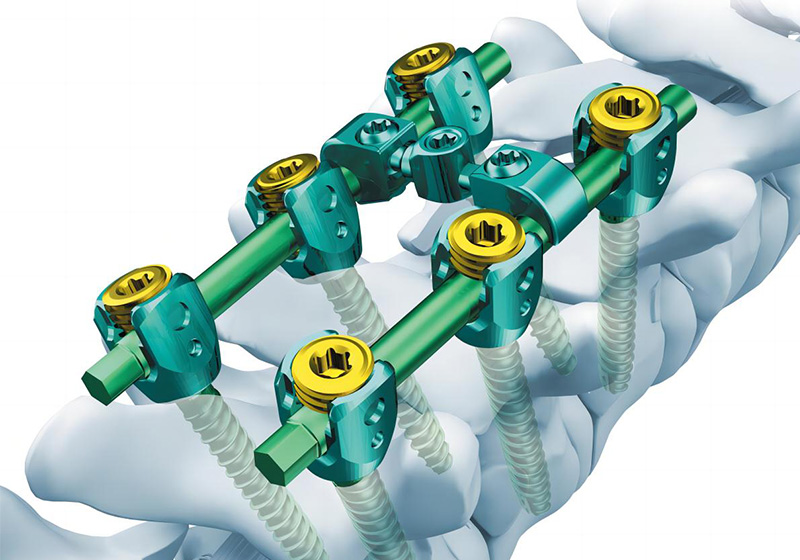
整形外科用インプラント
歯科インプラント
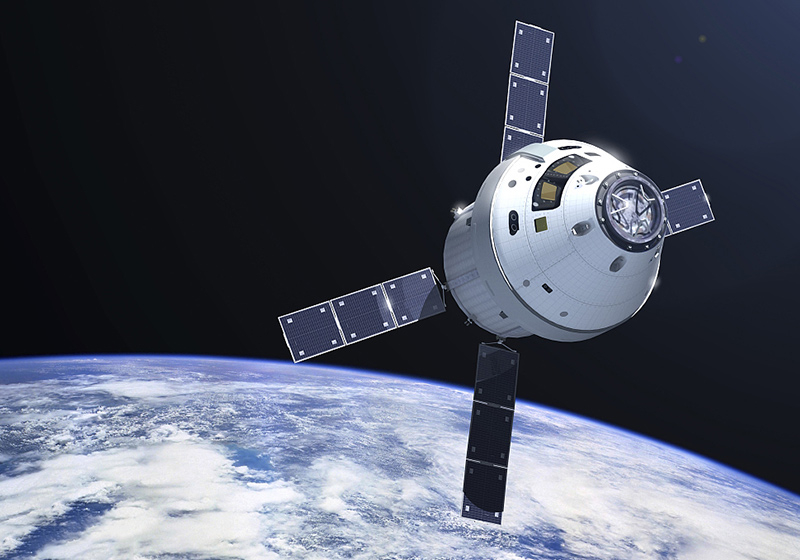
航空宇宙産業
その他の産業
3D プリント
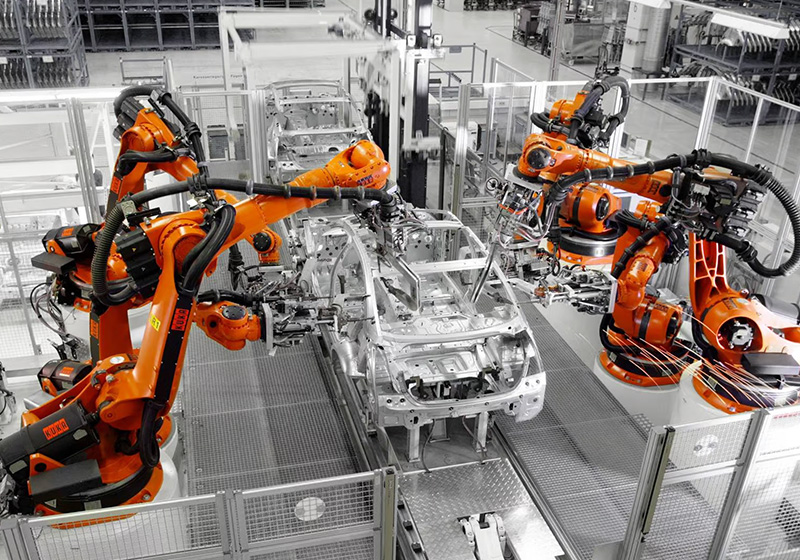
自動車産業
船舶産業
2026 年にチタン丸棒を調達する B2B 調達エンジニアにとって、決定的な質問はもはや単に「どのグレードか?」ということではありません。むしろ、「製造ロット全体での寸法の一貫性を保証できるサプライヤーはどこですか?」その答えには、真空アーク再溶解 (VAR) 炉を使用する認定を受けた工場パートナーが必要です。 ASTM B348 直径公差を維持することができます。 ±0.05mm(h7クラス) 精密に引抜かれたバーで。チタンロッドの世界的な需要は、航空宇宙構造部品、整形外科用インプラント、耐海水性化学装置によって牽引されており、この 3 つの分野では材料の偏差がまったく許容されません。
常州博康特殊材料技術有限公司 垂直統合型として動作する チタン丸棒工場 、インゴットの溶解から冷間引抜きおよび超音波検査までの生産チェーン全体を制御します。これにより、多層サプライチェーンにありがちなトレーサビリティのギャップが解消され、仲介業者では真似できない工場からの直接価格設定が可能になります。直径 10 ~ 50 mm のグレード 5 (Ti-6Al-4V) バーの現在の市場価格は、グレード 2 CP チタンに比べて 12 ~ 18% のプレミアムを反映しています。エンジニアリング チームは、これらの合金がもたらす引張強度の 30 ~ 40% の増加と比較して、この差を考慮する必要があります。
2026 年のチタン棒業界も、トレーサビリティ義務の強化によって形作られます。 AS9100D 現在ではロットレベルの化学認証が必要であり、EU 医療機器規制 (MDR) はインプラントグレードの材料文書の基準を引き上げています。 Bokang の社内分光分析とデジタル工場証明書は、両方の要件に初日から対応します。
脊椎ケージ、骨ネジ、整形外科用プレート、歯科用アバットメントなどの医療用途にチタン ロッドを指定する場合の準拠基準は次のとおりです。 ISO 5832-3 Ti-6Al-4V ELI (超低格子間) の場合、これと並行して実行されます。 ASTM F136 。標準グレード 5 とその ELI バリアントの決定的な違いは、酸素、窒素、鉄含有量の制御された減少にあり、これが周期的な負荷がかかる生理的環境における破壊靱性を直接制御します。
次のパラメータは、外科チームとデバイス OEM が耐荷重インプラントのみにグレード 23 を指定する理由を示しています。
Bokang は ISO 5832-3 / ASTM F136 準拠の製品を供給しています グレード23チタンロッド 直径は 3 mm ~ 80 mm で、インプラント表面の要件を満たすために Ra ≤0.8 μm (研磨) または Ra ≤0.4 μm (研磨) の表面仕上げオプションがあります。各ロットには、EN 10204 に基づく完全な 3.1 材料証明書、分光化学分析、および室温引張試験結果が付属して出荷されます。
チタン丸棒の正しい直径と材種の組み合わせを選択することで、下流の機械加工性、疲労寿命、完成部品あたりのコストが決まります。以下の表は、商業的に重要な 3 つの直径範囲をマッピングしています。 2mmチタンロッド 、 3/8チタンロッド 、そして 1/2チタンロッド — 標準グレード、主な産業用途、および最終用途の仕様が要求する公差クラスに対して。
直径の公差を超えて、調達エンジニアは指定する必要があります 真直度偏差 (通常、旋削および研磨されたバーの場合は ≤1.0 mm/m、精密研削されたバーの場合は ≤0.5 mm/m) および表面粗さ Ra。 CNC 旋削用途の場合、Ra ≤3.2 µm の黒色表面 (押し出しのまま) のバーが許容されます。直接使用する医療用ピンの場合、Ra ≤0.4 µm のセンタレス研削仕上げが必須です。 Bokang の冷間引抜ラインは、標準として Ra ≤1.6 μm を一貫して達成しており、ご要望に応じて研削仕上げも可能です。
汎用チタンロッド販売店と専門販売店の違い チタン丸棒工場 常州博康と同様に、冶金のあらゆる段階でのプロセス管理を行っています。使用中のほとんどの故障の原因である材料の不一致は、完成した棒材ではなく、溶解、熱間加工、および焼きなまし中に行われる決定に起因します。 Bokang の垂直統合生産により、商社が 1 つのサプライヤーからインゴットを調達し、2 番目のサプライヤーから圧延し、3 番目のサプライヤーから熱処理を行うときに発生するトレーサビリティの中断が排除されます。
この閉ループ製造モデルは、Bokang が 3.1 工場の証明書を発行する際に次のことを意味します。 UTS 950 MPa / 降伏量 880 MPa 多くのグレード 5 バーについて、これらの値は、実際の生産ロットから切り出された試験片に対する社内の引張試験によって裏付けられています。下流のバーの長さ数百に渡って共有されているマスター耐熱証明書から補間されたものではありません。
3 つのセクターが世界全体で需要パターンを再構築しています。 チタン棒工業 これは、サプライヤーが標準的なカタログ製品を超えて、人工材料ソリューションに移行することを要求する方法です。
次世代のナローボディ航空機プログラムでは、以前は 300M 鋼で製造されていたファンブレードのダブテール取り付けボルトと機体ブラケットにグレード 5 のチタンロッドが指定されています。コンポーネントごとに 40% の軽量化が実現します。腐食メンテナンス間隔は 3,000 飛行時間から 25,000 飛行時間に延長されます。この変化により、次のような需要が生まれます。 AMS 4928 - 100% UT および水素含有量 ≤ 125 ppm の認定バー — 商品流通業者が在庫から満たすことができない仕様。
還元性酸環境、特に濃度 50% まで、温度 100 °C までの硫酸におけるチタンの耐食性により、グレード 2 CP チタン ロッドは、塩素アルカリおよびリン酸の製造における撹拌シャフト、バルブ ステム、およびポンプ インペラ ロッドに推奨される材料となっています。
ケーススタディ: 中国の塩素アルカリ製造業者は、85 °C の 35% 塩酸プロセス流中で 316L ステンレス鋼撹拌シャフトを Bokang グレード 2 チタンロッド (直径 50 mm、長さ 2,400 mm、ASTM B348 グレード 2) に置き換えたという記録を記録しました。 36 か月後でも測定可能な腐食はゼロ ステンレス製の前モデルの平均交換サイクルは 9 か月でした。この延長された耐用年数により、計画外のダウンタイムが 62% 削減され、年間シャフト交換コストが生産ラインあたり 140 万元削減されました。腐食環境下での機器の動作寿命が 50% 以上延長されました。 40% シャフトの劣化によって引き起こされる関連するポンプ シールとベアリングの交換を考慮した場合、ライフサイクル全体をベースにしています。
中東および東南アジア全域での海洋淡水化プラントの拡張により、海水ポンプ システムおよびブライン濃縮器シャフトにおけるグレード 2 およびグレード 7 (Ti-0.15Pd) チタン ロッドの需要が高まっています。グレード 7 のパラジウム添加 ( 0.12 ~ 0.25 wt% Pd ) 耐隙間腐食性を、グレード 2 が限界に達する酸化塩化物条件まで拡張します。これは、Bokang が製造ロットごとに XRF によって個別のパラジウム含有量を検証した ASTM B348 グレード 7 の棒鋼を供給する用途です。
3 つの分野すべてにおいて、共通の調達結論は同じです。つまり、チタン部品の信頼性は、機械加工されたチタン丸棒の一貫性と同じくらい強いということです。垂直統合型の工場(VAR 溶解の実践、描画スケジュール、アニーリング雰囲気、UT 感度がすべて単一の ISO 9001 認定品質管理システムの下で管理されている工場)と提携することは、特別な調達オプションではありません。要求の厳しい環境では、これが基本要件です。
工業用チタン丸ディスクの選び方: バイヤーズガイド
整形外科および歯科インプラント用の医療用チタンバー: 特性、規格、製造ガイド


 お問い合わせ
お問い合わせ
 JP
JP
 English
English 日本語
日本語 한국어
한국어 Español
Español عربى
عربى русский
русский Deutsch
Deutsch 中文简体
中文简体