チタンバーロッド
チタン丸棒
チタンワイヤー
歯科用チタンディスク
ニチノール/ニッケルチタン
ニチノールワイヤー
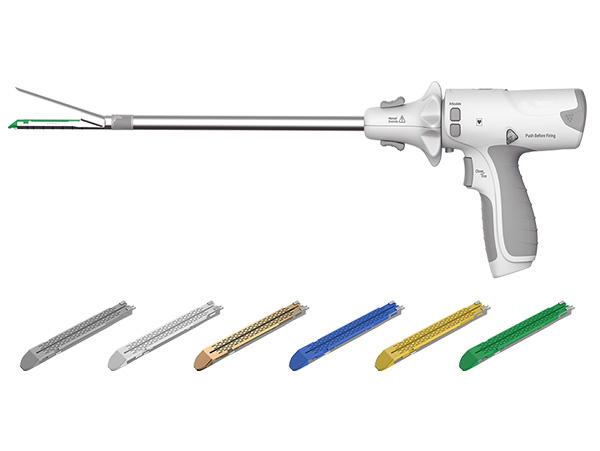
超音波メス
外科用ステープラー
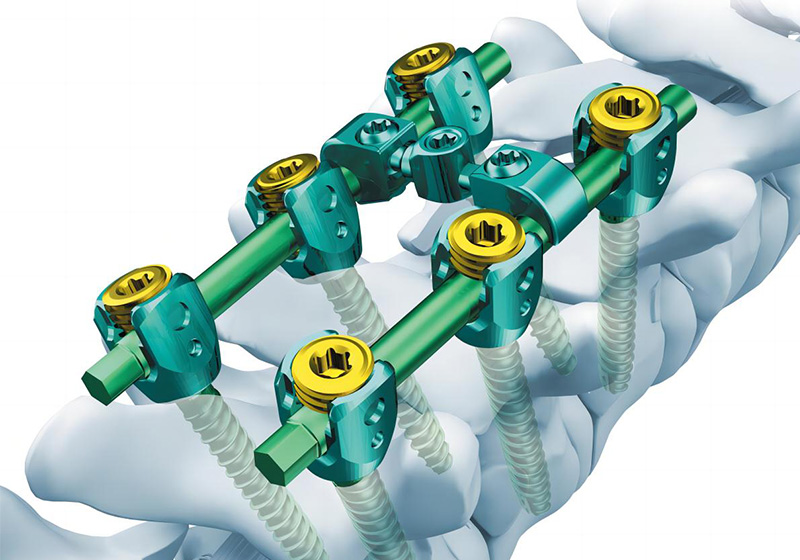
整形外科用インプラント
歯科インプラント
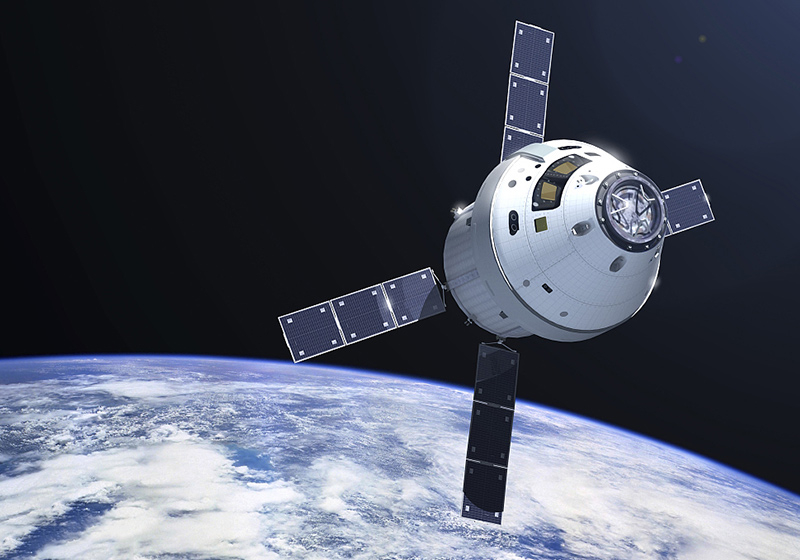
航空宇宙産業
その他の産業
3D プリント
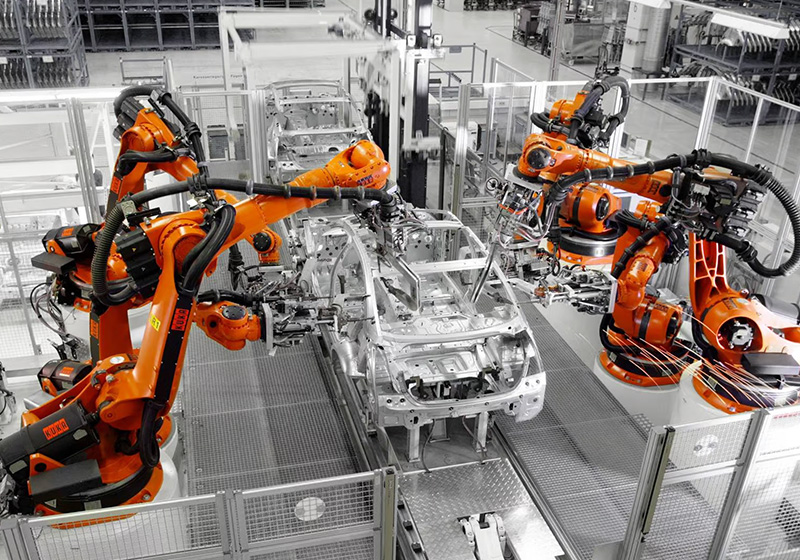
自動車産業
船舶産業
チタンシートプレートは、その強度、耐久性、耐食性、長期信頼性のバランスにより、複数の産業分野でますます重要な素材となっています。しかし、製造の観点から見ると、チタンシートプレートの機械加工には、従来の金属材料に関連するものとは大きく異なる一連の明確な課題が存在します。これらの課題は、工具の摩耗や切削速度だけに限定されるものではなく、機械加工中の材料の挙動、表面の完全性の制御、寸法安定性、および全体的なプロセス計画にまで及びます。
機械加工戦略が不適切に計画されていると、過剰なスクラップ、不安定なリードタイム、表面欠陥、または製造されたコンポーネントの耐用年数の減少が生じる可能性があります。逆に、チタンシートプレートを加工するための適切に構造化されたアプローチは、効率的な生産をサポートし、リスクを最小限に抑え、技術的な成果を商業的な期待と一致させます。
チタンシートプレート 機械的特性と化学的特性のユニークな組み合わせを示し、機械加工作業中の反応に直接影響します。強くて軽いとよく言われますが、切削条件下での挙動はより微妙であり、慎重な解釈が必要です。
最も重要な特性の 1 つは、熱伝導率が比較的低いことです。機械加工中、切削ゾーンで発生した熱は、材料や周囲の環境に放散されるのではなく、工具のエッジ付近に集中する傾向があります。この局所的な熱の蓄積により工具の劣化が促進され、表面仕上げの一貫性に影響を与える可能性があります。その結果、チタンシートプレートの加工戦略では、中心的な考慮事項として熱管理を考慮する必要があります。
もう 1 つの決定要因は、高温でも強度を維持する材料の傾向です。熱により顕著に軟化する一部の金属とは異なり、チタンシートプレートは変形に対する耐性を維持しており、これにより切削抵抗が増加し、切削工具にかかる応力が大きくなります。この動作は、薄い部分のフライス加工やトリミングなどの連続的な機械加工操作中に特に関係します。
さらに、チタンシートプレートは、高温で特定の工具材料と強い化学親和性を示します。これにより、切削工具とワークピースとの間に固着が生じ、その結果、構成刃先の形成、表面の裂け、または工具の早期故障が発生する可能性があります。これらの特性を総合すると、チタンシートプレートの加工に標準のシートメタル加工とは異なるアプローチが必要な理由が説明されます。
製造計画の観点から見ると、これらの固有の材料特性は、プロセスの順序、工具の選択、および加工パラメータに関連する決定に影響を与えます。チタンシートプレートの加工が単独で行われることはほとんどありません。多くの場合、成形、切断、表面仕上げ、接合などのより広範な製造ワークフローの一部です。
機械加工によって引き起こされる応力や熱によって表面の完全性が変化する可能性があるため、機械加工を成形操作の前に行うべきか後に行うべきかを決定することが重要です。多くの場合、粗加工はプロセスの早い段階で実行されますが、最終仕上げパスは後の段階で確保され、寸法精度と表面の一貫性が確保されます。
工具材料の選択は、チタンシートプレートを使用する場合、安定した再現性のある加工結果を達成する上で中心的な役割を果たします。工具材料とワークピース間の相互作用は、切削効率、表面品質、工具寿命に直接影響します。
チタンシートプレートの製造に使用される切削工具は、熱集中に対する耐性を示し、持続的な負荷の下でも刃先の安定性を維持し、材料表面との化学的相互作用を最小限に抑える必要があります。汎用鋼加工用に設計された工具は、チタンシートプレートに適用すると、これらの要件を満たせないことがよくあります。
同様に重要なのは工具の形状です。適切なすくい角を備えた鋭い切れ刃により、切削抵抗が軽減され、発熱が抑制されます。ただし、十分な刃先強度を持たずに過度に鋭利にすると、欠けや急激な摩耗が発生する可能性があります。したがって、特に振動やたわみが発生する可能性のある薄いシート部分を扱う作業では、工具の設計では切れ味と耐久性のバランスを取る必要があります。
チタンシートプレート加工における工具の摩耗は、必ずしも徐々に進行するわけではありません。その代わりに、特に冷却が不十分または供給圧力が過剰な条件下では、特定のしきい値に達すると急速に加速する可能性があります。このため、プロアクティブな監視が不可欠になります。
摩耗パターンには、多くの場合、逃げ面摩耗、エッジの丸み、局部的な付着が含まれます。これらの形態の摩耗は、致命的な工具の破損が目に見えるようになる前に、寸法精度と表面仕上げを損なう可能性があります。このため、加工計画には、視覚的な手がかりだけに頼るのではなく、定期的な検査と定義された工具交換間隔を組み込む必要があります。
チタン薄板を加工する場合、切削速度と送り速度には特に注意が必要です。切削速度が高すぎると工具温度が急激に上昇する可能性があり、一方、速度が過度に保守的であると必ずしも表面品質が向上するわけではなく、生産性が低下する可能性があります。
制御された安定した切削速度アプローチにより、工具とワークピースの界面での熱集中を管理することができます。同様に、シートプレートの薄い部分にびびりや過度の圧力を引き起こすことなく、連続的な切削動作を保証するために、送り速度を選択する必要があります。
より寛容な素材とは異なり、チタン シート プレートは、一貫性のないパラメータに対してあまり反応しません。送りや速度の急激な変化は、表面の凹凸、寸法のずれ、工具の損傷を引き起こす可能性があります。したがって、積極的な材料除去速度よりもプロセスの安定性の方が重要です。
切込みの深さの決定は、シートの厚さと望ましい最終形状の両方に密接に関係しています。薄いチタンシートプレートの場合、たわみを軽減し、寸法制御を維持するには、浅く一貫したパスが一般に好まれます。厚いプレートの場合はより深い切断も可能ですが、それでも工具の能力と熱負荷を慎重に考慮する必要があります。
パス戦略も表面の完全性に影響を与えます。荒加工パスは、仕上げ作業に十分な余裕を残しながら、材料を効率的に除去するように設計する必要があります。仕上げパスでは、追加の応力や熱を加えずに、指定された公差と表面状態を達成することに重点が置かれます。
これらの考慮事項は、次のことを探している購入者にとって特に重要です。 厳しい公差の金属加工 または、生産バッチ間で高い一貫性が必要なコンポーネント。
熱管理はチタンシートプレートの加工において最も重要な側面の 1 つです。前述したように、材料の熱伝導率が低いため、切断ゾーンに熱が蓄積します。効果的に管理しないと、この熱により切削工具とワークピースの表面の両方が劣化する可能性があります。
過度の熱は、表面の変色、切断端付近の微細構造の変化、または下流の成形または接合プロセスに影響を与える残留応力を引き起こす可能性があります。これらの影響はすぐには目に見えない場合でも、要求の厳しい環境では長期的なパフォーマンスに影響を与える可能性があります。
効果的な冷却戦略は、切りくずの排出を促進しながら、切削ゾーンの温度を下げることを目的としています。適切な潤滑により、ツールとチタンシートプレート表面の間の摩擦が軽減され、付着や表面の裂けが最小限に抑えられます。
冷却方法は、切断界面に到達するのに十分な流量で一貫して適用する必要があります。断続的または不均一な冷却は熱サイクルを引き起こす可能性があり、安定した条件下での限定的な冷却よりも有害となる可能性があります。
製造プランナーにとって、冷却に関する考慮事項は、特に設備の取り扱いにおいて、機器の選択、プロセス レイアウト、メンテナンス要件に直接影響します。 高性能金属素材 .
チタンシートプレートは比較的薄いゲージで供給されることが多いため、加工中のワーク保持と振動制御に関連する課題が生じます。サポートが不十分だと、たわみ、びびり、または不均一な切り込み深さが発生する可能性があり、これらはすべて精度を損なうものです。
ワークホールディング システムは、局所的な応力を引き起こすことなく、シート表面全体に均一なサポートを提供する必要があります。クランプ力が強すぎると材料が歪む可能性があり、拘束が不十分な場合は切断中に動く可能性があります。
連続生産でチタンシートプレートを加工する場合、繰り返し可能な治具が不可欠です。治具は、一貫した基準点を維持しながら、材質の変化に対応できるように設計する必要があります。これは、複数の加工ステップや厳しい寸法要件を伴う作業の場合に特に重要です。
適切に設計された治具は、セットアップ時間を短縮し、やり直しのリスクを最小限に抑えるため、加工精度だけでなくプロセス効率にも貢献します。
チタンシートプレートの表面仕上げ要件は用途によって異なります。多くの場合、表面状態は純粋に表面的なものではなく、性能、耐食性、または疲労挙動に直接関係します。
加工パラメータ、工具の状態、冷却効果はすべて、表面仕上げの結果に影響します。表面が粗かったり破れたりしている場合は、工具の過度の摩耗または不適切な切削条件を示している可能性があります。したがって、表面検査は最終チェックとしてのみ扱うのではなく、品質管理ルーチンに組み込む必要があります。
チタンシートプレートを加工する際の寸法精度を維持するには、プロセス全体を通じて慎重な制御が必要です。切断直後に検査を行うと、一時的であっても加工中の熱膨張が測定に影響を与える可能性があります。
検査手順では安定化時間を考慮し、一貫した基準条件を使用する必要があります。公差と合格基準を明確に文書化することで、特に次のようなプロジェクトにおいて、バイヤーと製造業者間の効果的なコミュニケーションがサポートされます。 カスタムチタンコンポーネント .
以下の表は、チタンシートプレートに関連する主要な機械加工の課題とその実際的な影響をまとめたものです。
この概要では、チタン シート プレートの加工に個別のパラメータ調整ではなく、統合された計画が必要な理由を説明します。
バイヤーの観点から見ると、機械加工に関する考慮事項はコストの予測可能性に直接影響します。工具の消費量、加工時間、スクラップ率、および検査要件はすべて、製造されたチタンシートプレートコンポーネントの総コストに影響します。
これらの要素を理解することで、より多くの情報に基づいた見積もりの評価が可能になり、生産中に予期せぬコスト上昇が発生する可能性が低くなります。買い手を探している人 カスタムチタンシート製作 加工の前提条件と品質基準の透明性を優先する必要があります。
チタンシートプレートの機械加工では、工具の準備、プロセスの検証、品質保証の手順により、従来の材料に比べてリードタイムが長くなることがよくあります。購入者は、プロジェクト計画時にこれらの要因を非効率として扱うのではなく、考慮する必要があります。
加工の複雑さ、公差要件、および検査の期待に関する明確なコミュニケーションは、リードタイムの見積もりを現実的な生産能力に合わせて調整するのに役立ちます。
以下の表は、チタンシートプレートの製造において一般的に使用される機械加工方法とその代表的な役割の概要を示しています。
各方法には独自の課題がありますが、熱、ツールの相互作用、材料の安定性に関連する共通の基礎的な考慮事項を共有しています。
機械加工の決定は、成形や接合などの下流プロセスから切り離して行うべきではありません。機械加工中に導入される表面状態と残留応力は、曲げや溶接中のチタンシートプレートの挙動に影響を与える可能性があります。
総合的なアプローチにより、機械加工が後続の製造段階を妥協するのではなく確実にサポートします。これは、複雑な形状や多段階の組み立てが必要なアプリケーションでは特に重要です。
最終的に、機械加工の品質は、チタン シート プレート コンポーネントの長期的な性能に影響を与えます。表面の完全性、寸法精度、残留応力レベルはすべて、使用条件下での材料の性能に影響します。
信頼性とライフサイクル価値を重視するバイヤーにとって、機械加工に関する考慮事項は、材料の選択とサプライヤーの評価の基本的な要素です。
チタンシートプレートの機械加工は、熱伝導率が低く、熱下での強度保持力が高く、切削工具と化学的に相互作用する傾向があるため、困難です。これらの要因には、特殊なツールと安定したプロセス制御が必要です。
一部の標準装備は適応可能な場合もありますが、チタン シート プレートの加工には一般に、強化された冷却、剛性の高い固定具、およびチタン用途向けに特別に設計された工具が必要です。
加工パラメータ、工具の状態、および冷却方法は、表面仕上げに直接影響します。管理が不十分な場合は、表面の破れや変色が生じる可能性がありますが、安定した状態では一貫した表面の完全性が維持されます。
はい、厳しい公差は達成可能ですが、熱の影響と材料の挙動を考慮した慎重な計画、一貫した治具、および適切な検査方法が必要です。
購入者は、見積価格のみに焦点を当てるのではなく、工具戦略、プロセスの安定性、検査方法、チタン特有の課題の経験を評価する必要があります。
ニッケルチタン合金ワイヤーはどのようにして形状記憶挙動を示すのでしょうか?
チタン金属棒はステンレス鋼やアルミニウム棒とどう違うのですか?


 お問い合わせ
お問い合わせ
 JP
JP
 English
English 日本語
日本語 한국어
한국어 Español
Español عربى
عربى русский
русский Deutsch
Deutsch 中文简体
中文简体