お問い合わせ
お問い合わせ
 JP
JP
 English
English 日本語
日本語 한국어
한국어 Español
Español عربى
عربى русский
русский Deutsch
Deutsch 中文简体
中文简体














チタンシートプレート
チタンシートプレートの説明:
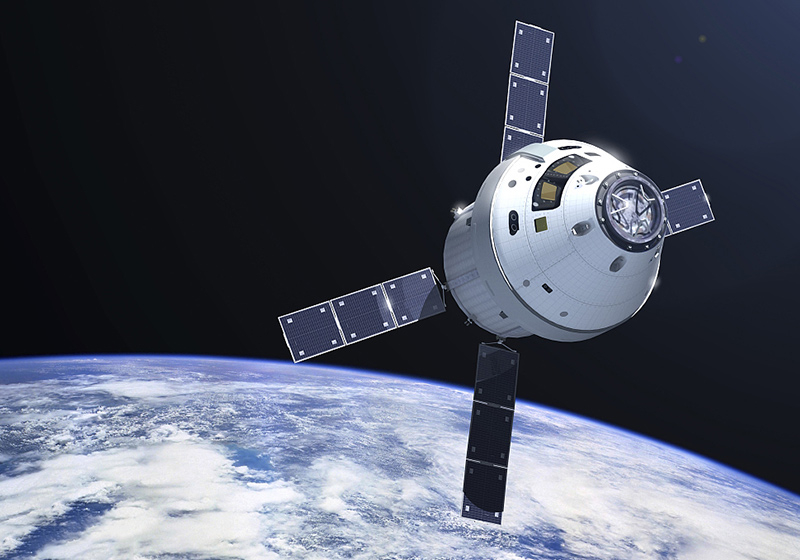
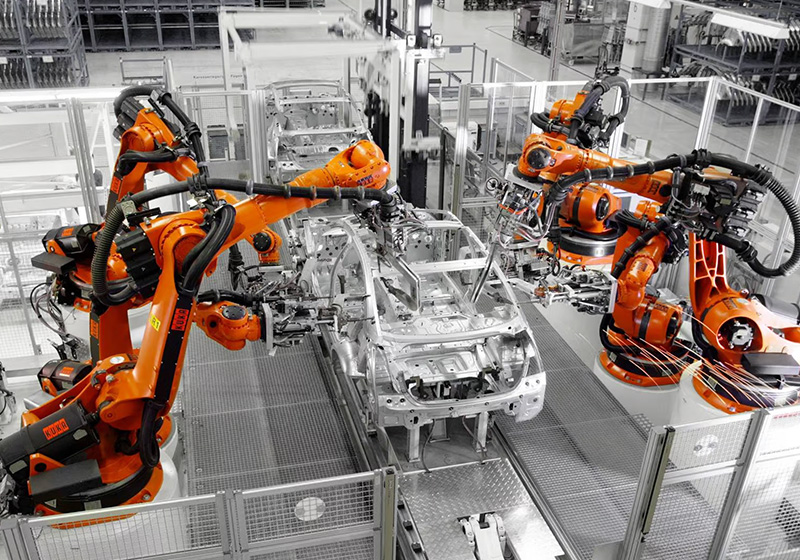
Bokang Titanium のチタン シート プレートのセレクションを以下に示します。チタンシートプレートは、高強度、軽量、耐食性、生体適合性、および高温性能のユニークな組み合わせにより、航空宇宙、防衛、医療、産業、石油およびガスの用途で使用されています。厚さは 0.016 インチ (4.749mm) から 4 インチ (101.6mm) までご利用いただけます。
利用可能なサイズ:
チタンシートの厚さは0.016インチ(0.4064mm)から最大0.187インチ(4.749mm)です。
チタンプレートは0.250インチ(6.35mm)、最大4インチ(101.6mm)の厚さです。
チタンシート&プレート
チタンのシートとプレートは今日の製造現場で一般的に使用されており、最も人気のあるグレードは 2 と 5 です。
グレード2チタン
グレード 2 は、ほとんどの化学処理プラントで使用される商業用純チタンであり、冷間成形可能です。グレード 2 のプレートとシートは、40,000 psi 以上の極限引張強さを持ちます。
グレード5チタン
グレード 5 は航空宇宙グレードであり、冷間成形できないため、成形が必要ない場合によく使用されます。グレード 5 の航空宇宙合金の極限引張強度は 120,000 psi 以上です。
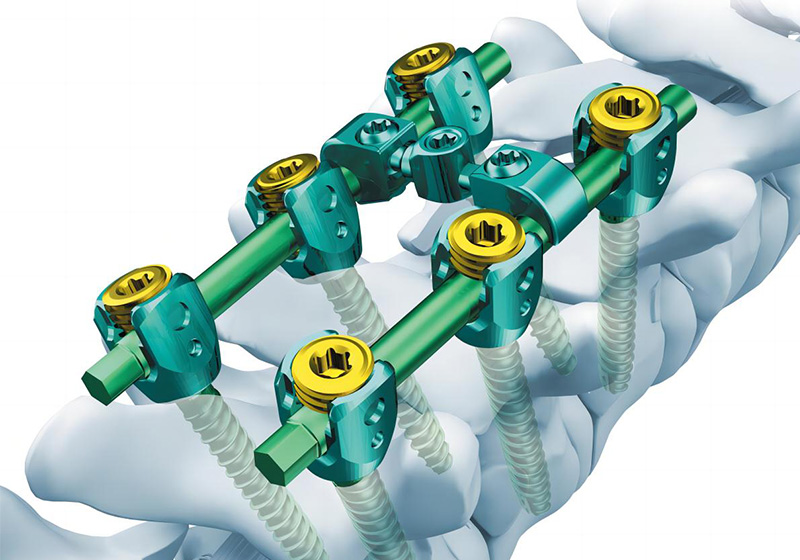
プレートは、作成中の部品の最終寸法に非常に近づけるという目的でよく使用されます。材料は目的の部品に最も近いサイズに加工され、完成品の粒子構造はより均一になります。チタンシートは熱を遮断し、アセンブリの他の部分に伝わらないため、熱バリアとしてよく使用されます。チタンのプレートとシートには防弾特性があり、レースでのドライバーの保護に最適です。